ALL PRODUCT


.jpg)
Flux Cored Wire
SC-460M

SC-71Ni2SR
SC-80M
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② High-voltage or high-speed for one-side welding might cause hot cracking on the root bead.
③ Use Ar + 20-25% CO₂ mixed gas. -
Purpose
① Bridge construction
② Structural fabrication
③ Robotic welding
④ Transportation equipment -
Attribute
① High strength weathering grade steels(Corten steel)
② Good anti-porosity.
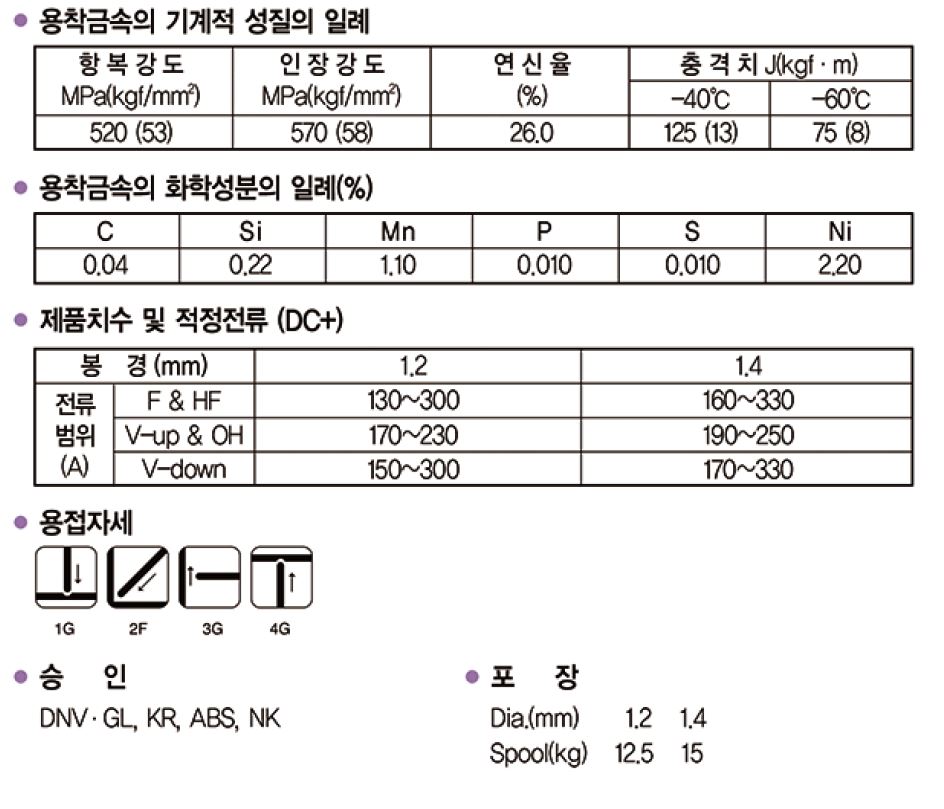
SC-71Ni2
-
Caution
① 강종, 판두께 및 구속도에 따라 다소 차이가 있으나 일반적으로 후판 및 구속이 큰 경우는 가접전에 저온균열을 방지하기 위해 적당한 예열 (50~150℃)이 필요합니다.
② 보호가스는 100% CO2가스를 사용합니다. - Purpose ① 조선, 해양구조물, 교량, 기계, 철골 등의 전자세 용접
-
Attribute
① 티타니아계 타입의 CO2 보호가스를 사용하는 전자세 용접용 와이어입니다.
② 아크안정성이 뛰어나며, 슬라그 박리성이 우수합니다.
③ 비드외관 및 형태가 양호하여 전자세 용접이 가능합니다.
④ -60℃의 저온에서도 충격치가 우수합니다.
SC-71MJ
- Caution .
-
Purpose
① Shipbuilding
② Pipe line
③ Offshore structure -
Attribute
① Good impact value at low temperature
② Smooth and stable arc with a fast freezing slag
③ Low hydrogen level(H5)
④ Designed for welding with Ar-CO2 mixture
⑤ Meets AWS D1.8 seismic lot waiver requirements
SF-71P
SC-81M
- Caution .
-
Purpose
① Construction machinery
② Bridge structures
③ Mining -
Attribute
① Smooth and stable arc with a fast freezing slag
② Good impact value at low temperature
③ Designed for welding with Ar+CO2 mixture
SC-81SR
- Caution .
-
Purpose
① Shipbuilding
② Offshore structure
③ Pipe line
④ Pressure vessel. - Attribute ① Good impact value at low temperature (As Welded and PHWT).
SC-81LT
- Caution .
-
Purpose
① Shipbuilding
② Offshore structure
③ Structural fabrication -
Attribute
① Good impact value at low temperature
② Smooth and stable arc with a fast freezing slag
③ Good CTOD value
SC-81Ni2M
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② Use Ar + 20-25% CO₂ mixed gas. -
Purpose
① Offshore structure
② Shipbuilding -
Attribute
① Good impact value at low temperature
② Good CTOD value
SC-80K2
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② High-voltage or high-speed for one-side welding might cause hot cracking on the root bead.
③ Use 100% CO₂ gas. -
Purpose
① LPG and LNG storage tank
② Shipbuilding
③ Offshore structure -
Attribute
① High speed single or twin tandem welding
② Low hydrogen level (H4)
③ Low temperature service
Supercored 81-K2MAG
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② High-voltage or high-speed for one-side welding might cause hot cracking on the root bead.
③ Use Ar + 20-25% CO₂ mixed gas. -
Purpose
① Offshore structure
② Shipbuilding -
Attribute
① Good impact value at low temperature
② Smooth arc and low spatter level
SC-460
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② High-voltage or high-speed for one-side welding might cause hot cracking on the root bead.
③ Use 100% CO₂ gas. -
Purpose
① Shipbuilding
② Structural fabrication
③ Offshore structure -
Attribute
① Good impact value at low temperature service steel
② Low hydrogen level (H5)
③ High tensile steel (EH47 Grade)
Supercored 81-K2
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② High-voltage or high-speed for one-side welding might cause hot cracking on the root bead.
③ Use 100% CO₂ gas. -
Purpose
① Offshore
② Shipbuilding
③ General fabrication -
Attribute
① Good impact value at low temperature
② Smooth and stable arc with a fast freezing slag
③ Low hydrogen level (H4)
④ Meets AWS D1.8 seismic lot waiver requirements
Supercored 81MAG
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② High-voltage or high-speed for one-side welding might cause hot cracking on the root bead.
③ Use Ar + 20% CO₂ mixed gas. -
Purpose
① Offshore structure
② Shipbuilding
③ Mining
④ Petrochemical industry -
Attribute
① Good impact value at low temperature (as welded and PHWT)
② Low hydrogen level (H4)
SC-80MR
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② High-voltage or high-speed for one-side welding might cause hot cracking on the root bead.
③ Use Ar + 20-25% CO₂ mixed gas. -
Purpose
① Offshore structure
② Heavy equipment
③ General fabrication -
Attribute
① Suitable for root-pass and multipass welding
② Good impact value at low temperature
③ Low spatter
④ Good anti-porosity
SC-70ML
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② High-voltage or high-speed for one-side welding might cause hot cracking on the root bead.
③ Use Ar + 20-25% CO₂ mixed gas. -
Purpose
① General fabrication
② Heavy equipment
③ Offshore structure -
Attribute
① Good impact value at low temperature
② Semi-automatic and automatic applications
③ Good anti-porosity
④ Meets AWS D1.8 seismic lot waiver requirements
SC-71MSR
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② High-voltage or high-speed for one-side welding might cause hot cracking on the root bead.
③ Use Ar + 20% CO₂ mixed gas. -
Purpose
① Pipe line
② Offshore structure
③ Pressure vessel - Attribute ① Good impact value at low temperature (As Welded and PHWT)
SC-71SR
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② High-voltage or high-speed for one-side welding might cause hot cracking on the root bead.
③ Use 100% CO₂ gas. -
Purpose
① Pipe line
② Offshore structure
③ Pressure vessel -
Attribute
① Good impact value at low temperature (As Welded and PHWT)
② Meets AWS D1.8 seismic lot waiver requirements
SC-81Ni2
-
Caution
① For preheating guidelines, please refer to your local standards and codes relative to your best practices.
② Use 100% CO₂ gas." -
Purpose
① Shipbuilding
② Offshore structure
③ Structural fabrication -
Attribute
① Good impact value at low temperature
② Good CTOD value
SC-EG3
- Caution ① Use 100% CO₂ gas.
-
Purpose
① Shipbuilding
② LPG and LNG storage tank -
Attribute
① Electro gas arc welding process
② High deposition(vertical up butt welding)
③ Low temperature service